
Nou procés de base refredada per aigua d'alumini fos a pressió
Amb el ràpid desenvolupament de grups elèctrics, vehicles elèctrics i tecnologies de fabricació de motors de metro, les estructures de bastidor refredat per aigua d’alumini fos s’utilitzen àmpliament en la fabricació de motors. Els motors de vehicles elèctrics d’energia verda i respectuosa amb el medi ambient, els generadors de paquets d’energia EMU d’alta velocitat, els motors d’autobusos d’aeroport i els motors de tracció amb imant permanent de trànsit urbà que utilitzen ferrocarrils utilitzen principalment bases refredades amb aigua d’alumini fos. El bon efecte de dissipació de calor del marc de colada refredat per aigua és la clau per complir els requisits de fabricació de motors. El principal procés de fabricació inclou tecnologia de fosa de metalls, tecnologia de conformat, tecnologia de muntatge, tecnologia de processament i altres aspectes. Si l’estructura de la base de la màquina refredada per aigua amb alumini fos és raonable i la qualitat de la mateixa afecta directament la fiabilitat operativa, la productivitat laboral i els avantatges econòmics d’aquest tipus de motors. Estructura d’aplicació L’estructura raonable del bastidor refredat per aigua d’alumini fos pot millorar la fiabilitat operativa d’aquest tipus de bastidor del motor, escurçar el cicle de fabricació, estalviar costos de fabricació i millorar la productivitat del treball i els beneficis econòmics.
1. Estat actual de la tecnologia de producció del marc refredat per aigua
1.1 Mètode de procés
Els mètodes de fabricació de bases refredades per aigua d’alumini fos a la mateixa indústria nacional i internacional inclouen: fosa integral de sorra, fosa de sorra dividida, emmotllament per extrusió, etc. El procés general de fosa és: caixa de fosa d'aliatge muntatge-abocament-neteja-producte acabat. El procés de fosa dividida és: fabricació de caixes de motlle de motlle, fabricació de motlle de sorra, motlle de sorra, fabricació de caixes de fosa d'aliatge, muntatge-abocament-neteja-processament-soldadura-conjunt, per formar un buit base. El procés d’emmotllament per extrusió és: fabricació de motlles: fosa d’alumini fos-lingots d’alumini-abocament-emmotllament per extrusió a alta pressió-soldadura de màquines en blanc.
1.2 Mancances dels oficis i mètodes tradicionals
El problema del bastidor refredat per aigua d'alumini fos de fosa integral és el baix rendiment del marc i el llarg cicle de fabricació. El problema més gran és difícil de netejar el nucli de sorra del canal d’aigua i difícil de solucionar el nucli de sorra del canal d’aigua; l'estructura del marc refredat per aigua d'alumini fos de fosa de sorra té problemes. El procés de producció és feixuc, el cicle és massa llarg, la qualitat és difícil de controlar i els cilindres intern i exterior necessiten ser processats prèviament i les cares finals estan segellades i soldades, cosa que és fàcil de filtrar després del processament; l'estructura de la base refredada per aigua d'alumini fos extrusionat: limitada pel tonatge de la premsa, gran. Sovint, la base de la màquina fuita a causa de problemes de qualitat de soldadura, cosa que afecta el rendiment de la base de la màquina i fins i tot provoca el desballestament del motor.
2. Concepció i objectiu del nou mètode de procés
En analitzar les deficiències dels mètodes tradicionals de procés, es proposa un nou procés, les característiques del qual inclouen:
- 1) Fosa per emmotllament d'una sola vegada a l'interior i a l'exterior.
- 2) Les característiques estructurals del canal de refrigeració es formen alhora amb els cilindres intern i exterior.
- 3) Elimina els difícils i llargs passos de processament del canal d’aigua de refrigeració de la base de la màquina.
- 4) La costura de soldadura es controla a la cara interna de la brida i no s’ha de processar la costura de soldadura, que resol el problema de fuites de pressió i aigua de la base de la màquina durant el procés de soldadura.
- 5) Configureu estructures de posicionament i anticanalització a la paret de la via fluvial per millorar la fiabilitat de la base de la màquina.
- 6) Formació de mànigues per escalfar interferències.
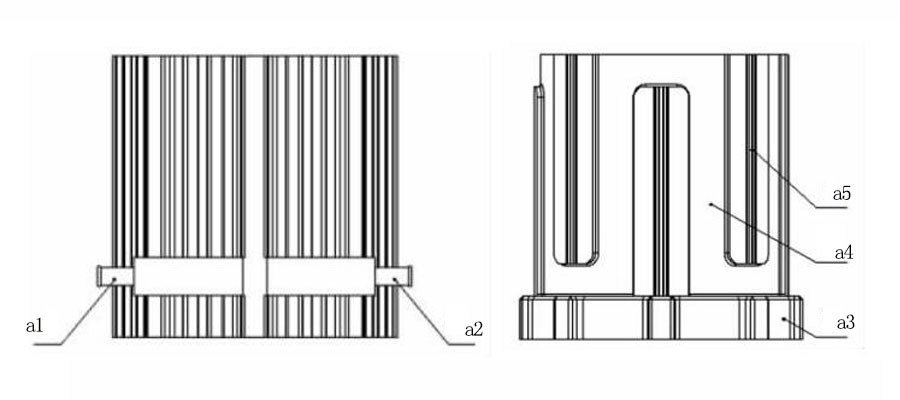
- a1: entrada
- a2: Via fluvial
- a3: brida de protecció de soldadura del cilindre interior i coberta final
- a4: Via d’aigua de refrigeració
- a5: clau de la guia anti-aigua
3. El procés d’implementació específic del nou procés
El procés del nou procés de fosa a pressió és: fabricació de motlles, fosa d’aliatges, fosa a pressió, funda en calent, soldadura, base en blanc. Els canals d'aigua del cilindre interior i exterior es formen mitjançant el mètode de fosa a pressió, no cal processar-lo. Utilitzeu al màxim les característiques de la fosa a pressió, la velocitat ràpida i l’acabat superficial elevat, mitjançant la tecnologia de fosa a pressió, la fosa a pressió a cilindres exteriors i interiors. L'estructura del canal en forma de W i la ranura W de guia es col·loquen sobre el cilindre interior tal com es mostra a la figura 2; el cilindre exterior es cola amb una estructura de guiatge i bloqueig, els cilindres interior i exterior es preescalfen al mateix temps i, a continuació, s’escalfen els cilindres interior i exterior com es mostra a la figura 3.

El segell es solda en una base en blanc com es mostra a la figura 4. Els avantatges del nou procés són:
- 1) Els cilindres intern i exterior es formen directament per fosa a pressió sense processar canals d’aigua.
- 2) El cilindre exterior té una brida interior i el cilindre interior té una brida exterior per protegir la soldadura.
- 3) Els cilindres intern i exterior es preescalfen per escalfar interferències.
- 4) Configureu dispositius de guiatge i bloqueig per garantir la fiabilitat de la base.
4. conclusió
El nou procés de producció del marc refredat per aigua en forma de W és un precedent en la indústria nacional de fabricació de motors professionals. Basant-se en l’absorció de la tecnologia de fabricació de marcs d’alumini fos fos i nacionals, combinats amb l’estructura de fosa, s’utilitzen mètodes de procés especials per realitzar la fabricació de marc refredat per aigua en alumini fos en forma de W. s’utilitzen mànigues d’interferència de preescalfament, es protegeixen les soldadures i s’estrenyen les estructures de prevenció de fuites d’aigua i es fabrica la base de la màquina refredada per aigua d’alumini fos en forma de W. Escurçar el cicle de desenvolupament del producte, reduir la dificultat i la intensitat laboral de la producció de motors, simplificar el procés de fabricació de components clau de maquinària elèctrica, millorar la fiabilitat de fabricació i operació i controlar eficaçment el cost de fabricació de motors.
Conserveu la font i l'adreça d'aquest article per tornar a imprimir-les: Nou procés de base refredada per aigua d'alumini fos a pressió
Minghe Empresa de fosa a pressió es dediquen a la fabricació i proporcionen peces de fosa de qualitat i alt rendiment (la gamma de peces de fosa a pressió metàl·lica inclou principalment Fosa a pressió de paret prima,Fundició a càmera calenta,Fosa a pressió a càmera freda), Servei rodó (Servei de fosa a pressió,Mecanitzat en cnc,Fabricació de motllesQualsevol requisit personalitzat de fosa a pressió d’alumini, fosa a pressió de magnesi o de Zamak / zinc i altres foses es pot posar en contacte amb nosaltres.

Sota el control d’ISO9001 i TS 16949, tots els processos es duen a terme a través de centenars de màquines avançades de fosa a pressió, màquines de 5 eixos i altres instal·lacions, que van des de les bombes a les rentadores Ultra Sonic. equip d’enginyers, operadors i inspectors experimentats per fer realitat el disseny del client.

Fabricant contractual de peces de fosa a pressió. Les capacitats inclouen peces de fosa a pressió d’alumini de cambra freda des de 0.15 lliures. fins a 6 lliures, configuració de canvis ràpids i mecanitzat. Els serveis de valor afegit inclouen polit, vibració, desbarbat, granallat, pintura, revestiment, recobriment, muntatge i eines. Els materials treballats inclouen aliatges com 360, 380, 383 i 413.

Assistència al disseny de fosa a pressió de zinc / serveis d'enginyeria simultània Fabricant a mida de peces de fosa a pressió de zinc. Es poden fabricar peces de fosa en miniatura, peces de fosa a pressió a alta pressió, peces de motlle multi-lliscant, peces de motlle convencionals, peces de matrius unitats i peces de fosa independents i peces de fosa segellades a cavitat. Les peces de fosa es poden fabricar en longituds i amplades de fins a 24/0.0005 polzades +/- XNUMX polzades de tolerància.

Fabricant certificat ISO 9001: 2015 de magnesi fos a pressió, les capacitats inclouen fosa a pressió de magnesi a alta pressió de fins a 200 tones de càmera calenta i 3000 tones de càmera freda, disseny d’eines, polit, emmotllament, mecanitzat, pintura en pols i líquid, QA complet amb capacitats CMM , muntatge, embalatge i lliurament.

Certificat ITAF16949. Inclou un servei de càsting addicional càsting d'inversió,colada de sorra,Fundició Gravity, Colada d'escuma perduda,Fundició centrífuga,Fundició al buit,Fundició permanent de motllesLes capacitats inclouen EDI, assistència en enginyeria, modelatge sòlid i processament secundari.

Indústries de fosa Estudis de casos de peces per a: Cotxes, Bicicletes, Avions, Instruments musicals, Embarcacions, Dispositius òptics, Sensors, Models, Dispositius electrònics, Tancaments, Rellotges, Maquinària, Motors, Mobles, Joieria, Plantilles, Telecom, Il·luminació, Dispositius mèdics, Dispositius fotogràfics, Robots, escultures, equip de so, equipament esportiu, eines, joguines i molt més.
Què us podem ajudar a fer a continuació?
∇ Aneu a la pàgina d'inici de Fundició a la Xina
→Peces de fosa-Esbrineu què hem fet.
→ Consells relacionats sobre Serveis de fosa a pressió
By Fabricant de fosa a pressió Minghe | Categories: Articles útils |material etiquetes: Fosa d'alumini, Fosa de zinc, Fosa de magnesi, Fundició de titani, Fundició d'acer inoxidable, Fosa de llautó,Fosa de bronze,Emetent vídeo,Història de l'empresa,Colada de fosa d'alumini | Comentaris desactivats







